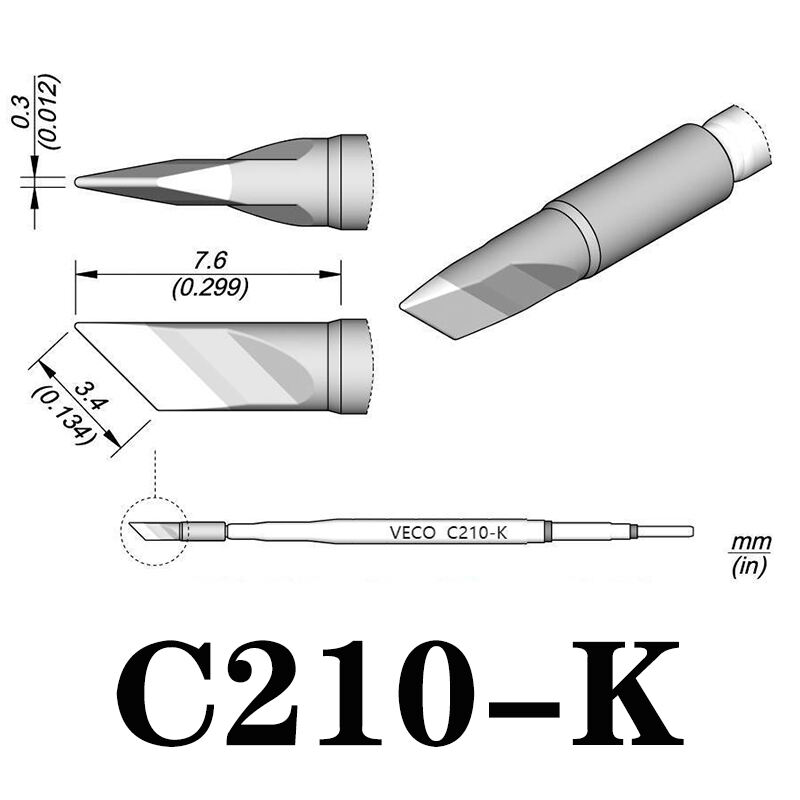
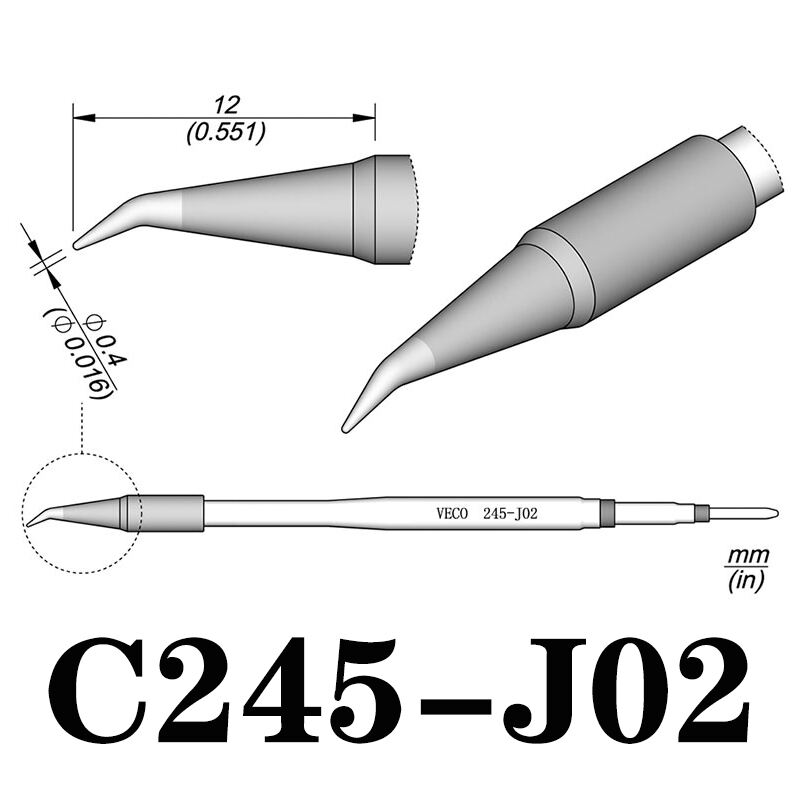
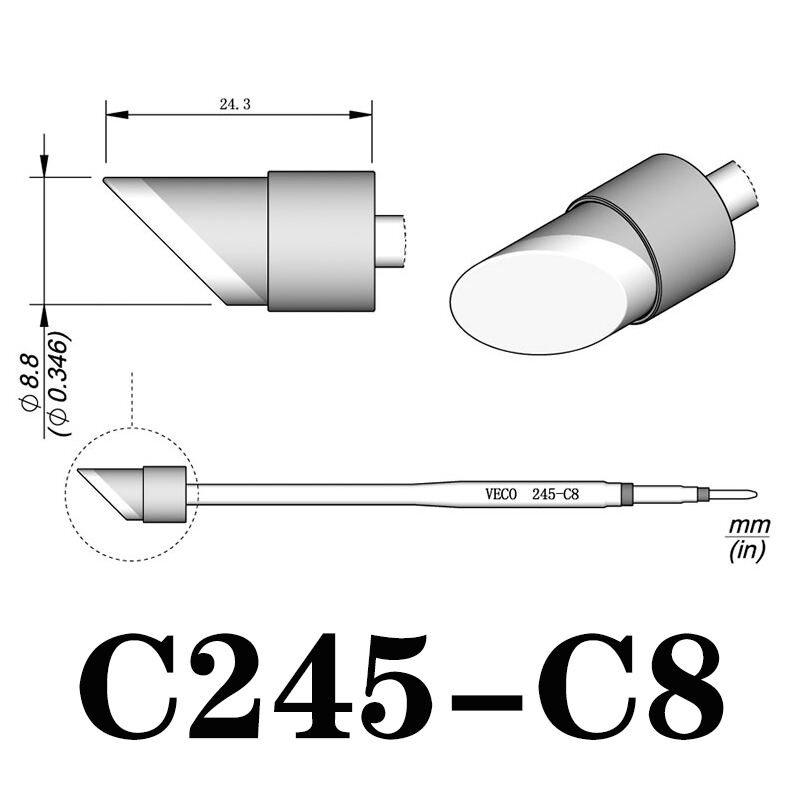
Z uwagi na miniaturyzację elementów w nowoczesnej elektronice, podczas wybierania czubka lutowacza potrzebujemy niektórych specjalistycznych metod. W aplikacjach technologii montażu powierzchniowego kształt czubka lutowacza i rozmiar elementu mają bezpośredni wpływ na jakość połączenia lutowego. Na przykład w gęstych układach PCB, gdzie znajdują się elementy o rozmiarze 0201, stożkowe czubki działają naprawdę dobrze, ponieważ mogą dotrzeć do tych małych elementów. A czubki klinowe są świetne do łączenia płaszczyzn masy, ponieważ mogą efektywnie przekazywać ciepło. Zgodnie z ostatnimi badaniami branżowymi, w prototypowych zestawieniach 68% defektów lutowania jest spowodowanych przez to, że czubek nie ma odpowiedniego kształtu dla elementu.
Dla udanego mikrospawania, dobre zarządzanie ciepłem jest kluczowe. Skład i masa żelazka mogą znacznie wpływać na to, jak szybko żelazko odzyskuje ciepło, co jest naprawdę ważne przy pracy z elementami wrażliwymi na temperaturę. Zaawansowane żarówki z pokryciem ceramicznym mogą reagować o 40% szybciej niż tradycyjne żarówki miedziane. Jest to szczególnie przydatne podczas wykonywania remontów BGA. Gdy pracuje się z stopami wolnymi od ołowiu, które wymagają dokładnej kontroli fazy ciekłej, utrzymywanie temperatury stabilnej w granicach ±3°C jest kluczowe.
Konkretne potrzeby różnych komponentów określają, z jakiego materiału powinna być wykonana czubka lutowca. W lotniczym lutowaniu, gdzie występują powtarzające się cykle grzewania i chłodzenia, niezbędne są stopy o wysokiej sile granicznej. Z pojawieniem się materiałów termicznych opartych na galu, musimy używać czubek niklowanych, aby zapobiec dyfuzji międalowych. Ostatnie badania wykazały, że gdy czubek i komponent mają odpowiednio dopasowane materiały, w produkcji urządzeń medycznych można zmniejszyć powstawanie zimnych łączników o 52%.
W środowiskach wysokoprecyzyjnego lutowania, sposób, w jaki zapobiegamy utlenianiu się końcówki, jest bezpośrednio związany z tym, jak długo ta końcówka będzie trwała. Jeśli używamy stacji lutowania wspomaganych azotem, tempo tworzenia się tlenków na końcówce może zostać zmniejszone o 73% w porównaniu do użycia standardowych zestawów lutowania. Automatyczne systemy czyszczenia końcówek mogą utrzymywać końcówkę w stanie, w którym może ona dobrze mocznić powierzchnię w ciągu cykli produkcyjnych. Jest to bardzo ważne w środowiskach produkcyjnych elektroniki o wielu rodzajach produktów. Dane z praktycznego użytkowania pokazują, że jeśli mamy regularny harmonogram konserwacji końcówek, w ciągłej pracy, czas ich użytkowania może zostać przedłużony 2,8 razy.
W sytuacjach remontowych PCB, gęstość komponentów i parametry mas termicznych są ważnymi czynnikami przy wyborze żyletki do lutowania. Podczas lutowania pakietów QFN można korzystać z mikrożyletek o powierzchni kontaktowej 0.3mm, aby dokonywać precyzyjnej pracy na drążkach bez wpływu na sąsiednie komponenty. W przypadku montażu dużych ilości łączników, wydłużone żyletki w kształcie siekiery są korzystne, ponieważ mogą utrzymywać stabilność termiczną podczas długotrwałych sesji lutowania. Analiza termowizyjna wykazała, że stosowanie odpowiednich konfiguracji żyletek w aplikacjach płyty wielowarstwowej może zmniejszyć lokalne nagrzewanie o 38%.
W zadaniach mikrospawania, równowaga narzędzia do spawania i sposób, w jaki możemy widzieć jego końcówkę, mogą mieć duży wpływ na wydajność operatorka. Konfiguracje nachylonych końcówek mogą poprawić naszą zdolność do widzenia elementów o rozstawie 0,4 mm o 62% w porównaniu do końcówek prostych. Optymalizacja rozkładu wagi narzędzia może zmniejszyć zmęczenie operatorka podczas długich sesji remontowych, co jest szczególnie ważne w środowiskach napraw elektroniki lotniczej. Ostatnie badania ergonomiczne wykazały, że gdy końcówka i narzędzie są właściwie wyrównane, w warunkach opracowywania prototypów, błędy spawania mogą zostać zredukowane o 29%.
Dla technologii wysokogęstych połączeń potrzebujemy pewnych innowacyjnych sposobów korzystania z żelazka do lutowania. Podczas wymiany komponentów BGA możemy używać dodatkowych żylek, aby utworzyć przewodnik cieplny, który może zapobiec uszkodzeniu komponentów. Podczas lutowania obwodów giętych mikro-żyleczki z kontrolą temperatury i wahaniem mocy poniżej 1W mogą pomóc w utrzymaniu integralności strukturalnej podkładów poliamidowych. Systemy żylek wspomagane próżnią są bardzo obiecujące, jeśli chodzi o zapobieganie przesuwaniu się komponentów podczas operacji lutowania IC o małej odległości między elektorami.
 Gorące Wiadomości
Gorące Wiadomości
 EN
EN
 AR
AR BG
BG CS
CS NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES SV
SV TL
TL ID
ID VI
VI HU
HU TH
TH TR
TR FA
FA MS
MS HY
HY BN
BN LO
LO MY
MY KK
KK UZ
UZ