Çok fazla ısı hala bağlama uçlarının beklediği kadar uzun sürmeden önce başarısız olmalarının ana sebebidir. Bir soldering tipi, uzun süre boyunca gerekli olanlardan daha yüksek sıcaklıklara maruz kalındığında, bu metal yorgunluğunu ve oksidasyonu hızlandırır. Kesin sıcaklık kontrolüne sahip modern soldering sistemleri gerçekten faydalıdır. Kullanıcılar bu sayede özel soldering işlerini iyi bir şekilde tamamlamak için en düşük sıc temperatureyı ayarlayabilirler. Ayrıca, soldering iron kullanılmıyorken otomatik bekleme modunu kullanırsanız, tekrarlayan ısınma ve soğuma döngülerinden kaynaklanan strese karşı büyük ölçüde azalabilirsiniz. Bu, sadece ucu iyi halde tutmaya yardımcı olur, aynı zamanda enerji de tasarruf edilir.
Löt ipi üzerinde birikmiş artan akıcı malzeme (flux), ipin aşınmasına neden olma ve fena ısı aktarımı yapma konusunda büyük bir faktördür. Düzenli ve dikkatli bir temizlik rutininiz olmalıdır. İpi temizlemek için uygun türde alaşımlı kumaş temizleyicilerini kullanın. Bu temizleyiciler, ipin platingini (incelikli kaplamasını) hasar etmeden üzerindeki oksidasyonu kaldırabilir. Eğer bazı gerçekten zor temizlenen birikintiler varsa, uzmanlaşmış ip aktivatör bileşenlerinden küçük bir miktar kullanabilirsiniz. Bu bileşenler, ipin yüzeyini tekrar ıslatılabilir hale getirebilir. Temizlendikten sonra, her zaman ipin işlevsel yüzeyine yeni bir katman löt eklemeyi unutmayın. Bu yeni löt tabakası, ipi oksidasyondan kaynaklı hasarlardan koruyabilecek bir koruyucu engel olarak hareket edebilir.
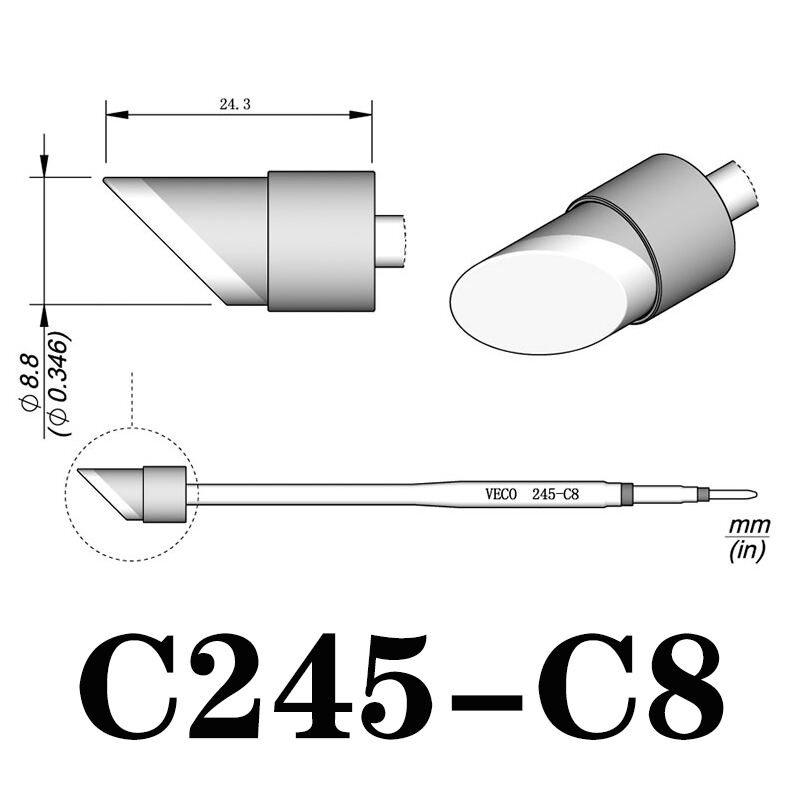
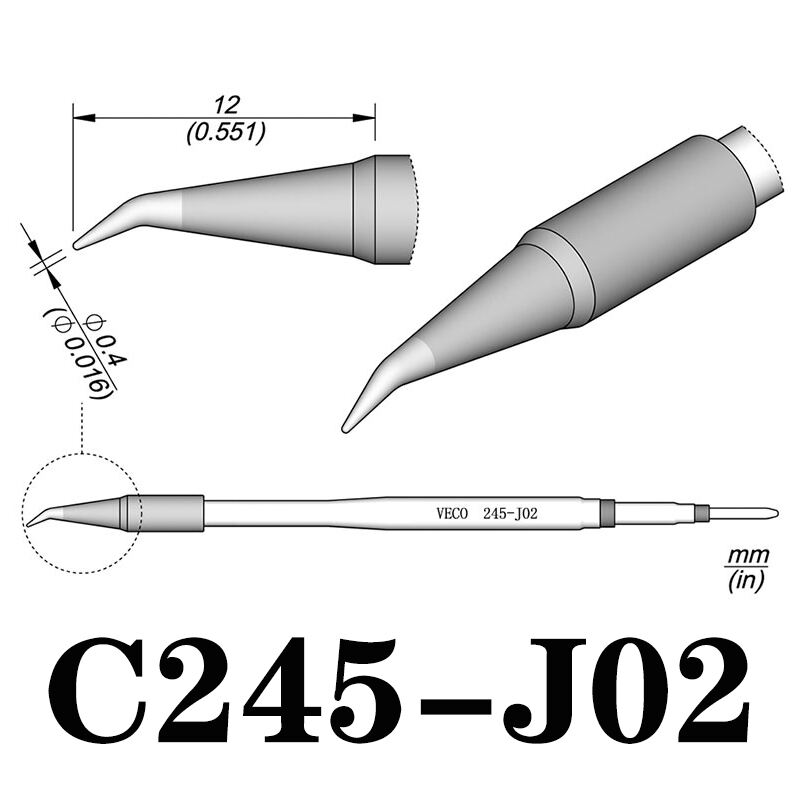
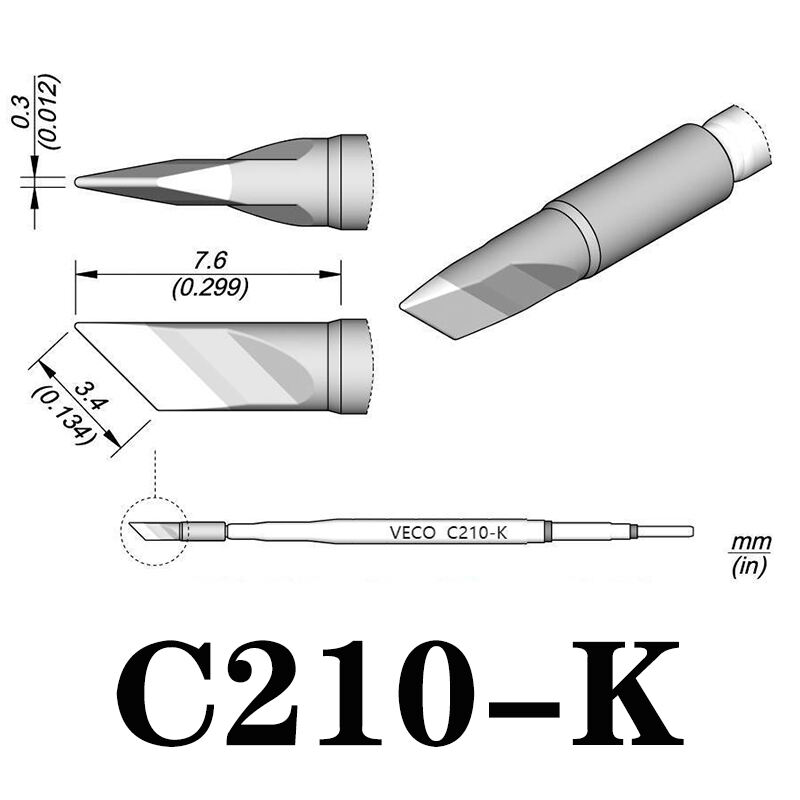
Löt aletinin şekli ve yapıldığı malzemeler, yapacağınız belirli lötleme görevleri için uygun olmalıdır. Bu, ucun aşınmasını ve hasarını azaltmaya yardımcı olabilir. Örneğin, konik uçlar elektroniklerdeki hassas işler için çok iyidir. Diğer yandan, bıçak şeklindeki uclar daha zor lötleme işleri için daha uygundur. Çok talep eden bir üretim ortamında çalışıyorsanız, demir kaplama ve nikkel destekli löt ucları satın almak iyi bir fikirdir. Ayrıca, ucu lötleme bağlantısının boyutuna göre seçmeniz gerekir. Bu, ucun bağlantıyla temas ettiğinde gereksiz yan stres almasının ve deformasyonun önlenmesine yardımcı olur.
Löt aletini depoladığınız koşullar, iyi bir durumda ne kadar sürecek olduğunu büyük ölçüde etkileyebilir. Löt ipi kullanmıyorsanız, silikon löt ipi koruyucularını kullanabilirsiniz. Bu koruyucular, ipin yüzeyini löt ile kaplı tutabilir. Eğer nem oranınız yüksek bir ortamdasanız, ipi iklim kontrolü yapılmış bir yerde depolamanız gerekir. Eğer ipi uzun süre saklamalısak, üzerine kalın bir löt tabakası koyabilir ve ardından oksidasyonı önlemek için uygun bir ambalajda sımsıkı kapatabilirsiniz. Bu, ipin çevresindeki havadan zarar görmesini engelleyebilir.
Löt aleti hava ile temas edildiğinde, yüzey oksidasyonu nedeniyle performansı yavaş yavaş kötüleşecektir. Gerçekten önemli lotlama işleri için, azot destekli lotlama sistemleri kullanabilirsiniz. Bu sistemler, ucu korumaya yardımcı olan oksijensiz bir ortam yaratabilir. Ayrıca, lotladığınızda yüksek saflikteki rosin tabanlı akışkanları düzenli olarak kullanın. Bu akışkanlar, oksidasyona karşı aktif bir şekilde mücadele edebilir. Normal bir lotlama kurulumu kullanıyorsanız, farklı lotlama birimleri arasında ucu sürekli bir lot tabakası kaplamalısınız. Bu lot tabakası, oksidasyonu önlemek için koruyucu bir engel olarak hareket edebilir.
Bir tahmine dayalı bakım programı kurmalısınız. Bu program, solder ucu ne sıklıkta kullanıldığınıza ve düzenli görsel denetimlere göre olmalıdır. Ucun çapının ne kadar azaldığını ve sıcaklığını geri kazanması için ne kadar sürdüğünü gözlemleyin. Bu, size uğun nasıl aşındığını anlamak için yardımcı olabilir. Çok fazla solderleme yaptığınız bir üretim ortamında, uçları döndürmek için bir zamanlama yapabilirsiniz. Bu, iş yükünü birkaç uca eşit şekilde dağıtabilir. Ayrıca, ucların performans özelliklerini kaydedin. Bu, ucları değiştirmenin en iyi zamanını belirlemenize ve solderleme sırasında beklenmedik duruşların olasılığını azaltmanıza yardımcı olabilir.
 Sıcak Haberler
Sıcak Haberler
 EN
EN
 AR
AR BG
BG CS
CS NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES SV
SV TL
TL ID
ID VI
VI HU
HU TH
TH TR
TR FA
FA MS
MS HY
HY BN
BN LO
LO MY
MY KK
KK UZ
UZ